Retrakce
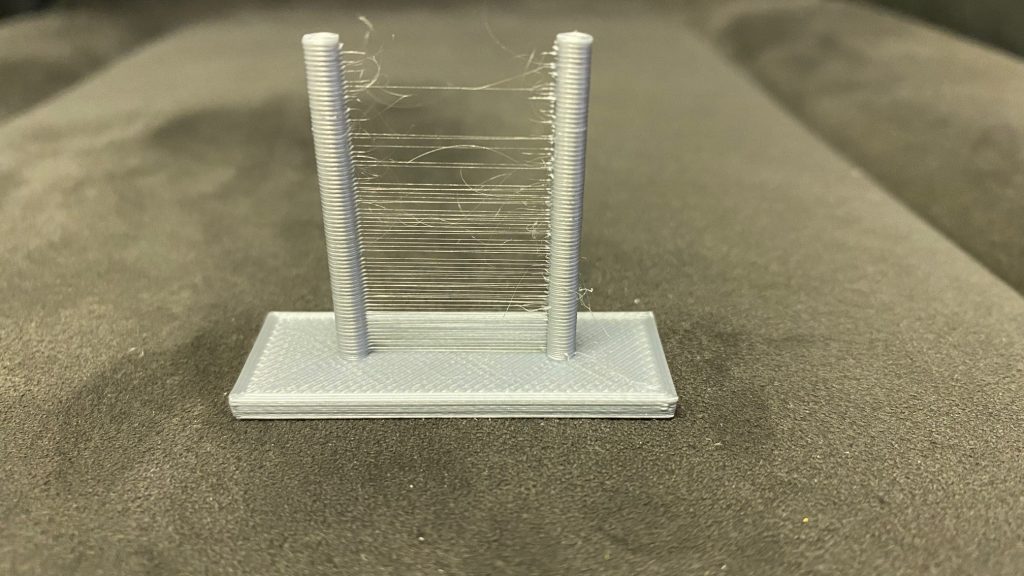
Retrakce patří mezi jeden z nejvíce důležitých parametrů 3D tisku, který má obrovský vliv na kvalitu výtisku. Každý se určitě setkal s problémem chlupatého tisku, kdy struna při přejezdech táhne zbytek vlákna v trysce. Tento problém řeší retrakce, prakticky se jedná o vtažení vlákna zpět při přejezdech a zabránění tak odkapu nebo tažení zbytku materiálu. Špatně nastavená retrakce (nebo úplně vypnutá) má také za následek vznik kapek na povrchu výtisku. Naopak příliš vysoká retrakce může způsobit přílišné vtažení vlákna zpět do hotendu, což může mít za následek ztrátu tlaku v trysce a pod-extrudovaná místa nebo dokonce ucpání trysky v případě, že používáme vlákna s příměsí např. dřeva, uhlíkových vláken atp.
Retrakci lze otestovat na jednoduchém modelu ke stažení např. zde https://www.thingiverse.com/thing:2563909. Postup našeho testu bude následující:
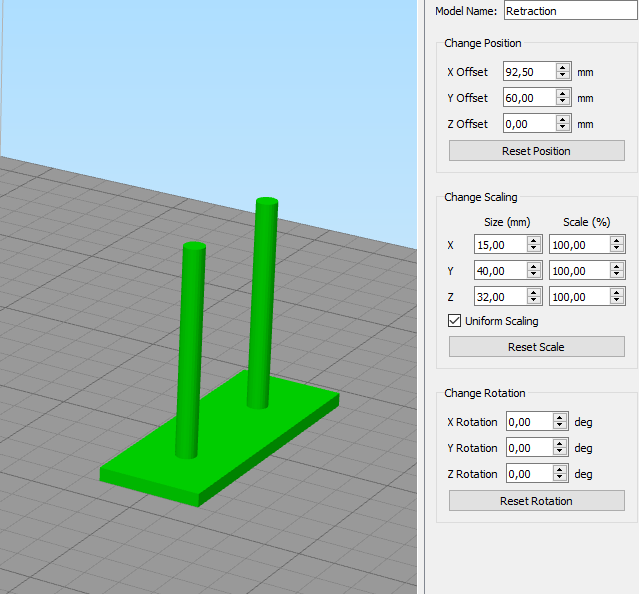
- Nejprve zjistíme reálnou velikost modelu, tak abychom mohli nastavit hodnoty našeho testu.
- Nominální hodnoty retrakce se u Direct (přímých extruderů) pohybují okolo 2mm a u Bowdenových zhruba 8mm. Tyto hodnoty jsou jakýmsi odrazovým můstkem a je vhodné si hodnoty vhodné pro Vaši tiskárnu a materiál otestovat.
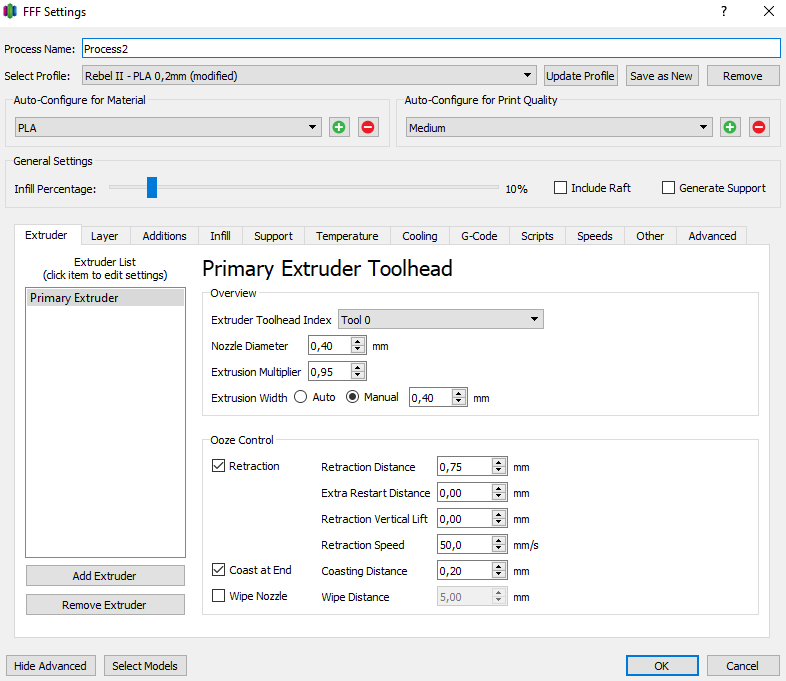
- Na našem příkladu vidíme nastavení pro tiskárnu s přímým extruderem. Jak je z obrázku patrno, začneme na hodnotách 0,75mm až po 2,25mm.
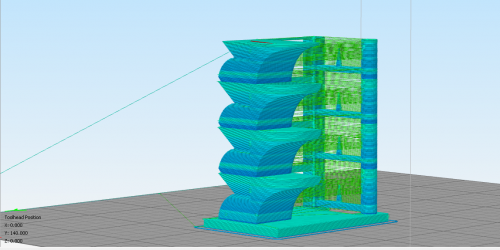
- Náš model pro test retrakce je vysoký 32mm. Pro jednoduchost budeme měnit hodnotu retrakce každé 4mm. Pokud vynecháme podstavec výtisku naše hodnoty budeme testovat od 4mm, tedy 28mm/4mm nám dá možnost otestovat 7 hodnot nastavení retrakce (0,75mm; 1mm; 1,25mm; 1,5mm; 1,75mm; 2mm; 2,25mm).
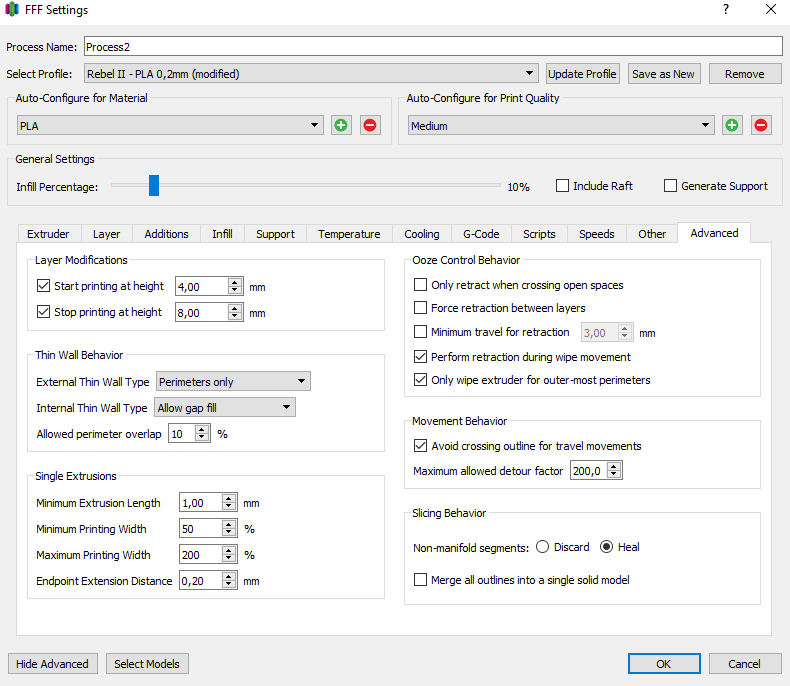
- V našem příkladu používáme slicer Simplify3D, nastavení jsou však obdobná i v dalších slicerech. Jak je z obrázku patrno, v sliceru si pro model vytvoříme 8 samostatných slicovacích profilů (nezávislý pro podstavec a 7 pro naše hodnoty retrakce) a každému nastavíme jinou hodnotu retrakce a omezíme profil pro určitou výšku výtisku. Tímto nastavením docílíme vyzkoušení několika hodnot retrakce na jednom modelu. Samozřejmě můžeme i vytisknout několik modelů, pokaždé s jiným nastavením retrakce, toto je však časově náročné a spotřebujeme vyšší množství filamentu.
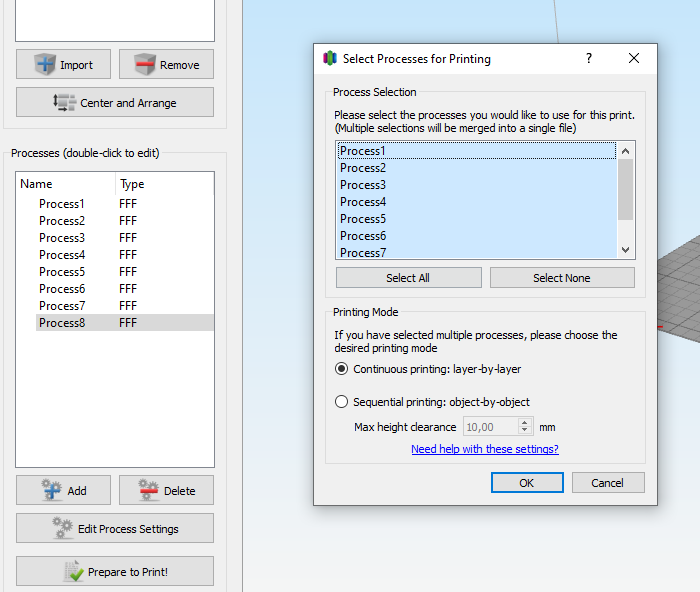
- Po nastavení vygenerujeme g-code pro tisk. Při generování g-code zatrhneme spojení všech slicovacích profilů.
- Dáme si pozor, abychom u jednotlivých profilů neměli nastaven startovací a ukončovací skript a nedošlo nám k přerušení nebo jiným nechtěným operacím mezi jednotlivými spojenými profily.
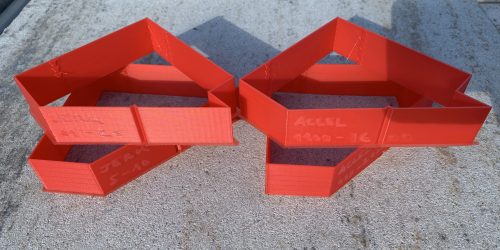
Na výtisku pak vybereme oblast, kde pozorujeme nejlepší kvalitu tisku a nejmenší množství vláken. Zároveň se držíme pravidla nevolit nejvyšší možnou hodnotu z důvodu prevence ucpávání trysky.